Hobbild festeggia 25 anni!
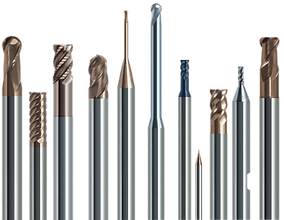
Utensili fresa
Sapere quale utensile fresa va utilizzato nelle lavorazioni è un aspetto molto importante e spesso ci troviamo in difficoltà nel capire cosa usare.
Molti, dopo tutte le peripezie per la scelta o costruzione della fresa cnc, si trovano difronte alle prime lavorazioni, è qui sorgono i primi problemi e dubbi:
Quale utensile uso?
A che velocità vado?
A quanti giri faccio andare l’elettroutensile?

Normalmente si fa la prova con il primo utensile che si ha a portata di mano, si prova la lavorazione che di solito viene male e quindi si passa la nottata su internet alla ricerca di utili notizie tra forum e cataloghi di utensili online, alla mattina ci si veglia con idee confuse e con mille prove da poter fare.
È normale, ci siamo passati e ci passeremo tutti per questa strada.
Quello che seguono sono piccoli consigli e considerazioni basati sulla mia esperienza.
Partiamo con la terminologia comune, spesso si indica con il nome “fresa” l’utensile che fisicamente esegue la lavorazione, ma si indica anche con lo stesso nome “fresa” la macchina che esegue la lavorazione usando “l’utensile fresa”.
Se leggerete da qualche parte: “ho usato una fresa da 2 millimetri a due taglienti”, si intende l’uso di un “utensile fresa” , se invece trovate scritto: “ho usato una fresa manuale (o cnc), a tre assi per la lavorazione”, si intende l’utilizzo di una macchina fresatrice manuale o cnc.
Nel proseguo della mia esposizione chiamerò come “fresa” l’utensile fresa, ma comunque dovrebbe essere chiaro a cosa mi riferisco (spero..).
Prima di addentrami nello specifico degli utensili frese, faccio un piccolo passaggio sulla macchina su cui le frese vengono montate, perché è importante capire quali possono essere i limiti meccanici di questa, che determinano poi errori o problemi in fase di lavorazione, cosa intendo è presto detto.
Se la struttura della fresa è in legno e con guide ricavate da quelle dei cassetti, probabilmente siamo in presenta di una struttura non molto rigida e con qualche gioco nelle guide, ve ne accorgete provando a muovere, a macchina ferma, i tre assi con una mano, se sentite del gioco, difficilmente si potranno avere delle lavorazioni molto precise anche su legno o plastica, e questo a prescindere dal tipo di utensile fresa montato.
I giochi durante la lavorazione, generano vibrazioni durante il taglio e di conseguenza una lavorazione non fatta bene.
“Nessun problema per questo”, mi dici tu, “ho una fresa in metallo con sistema di guide prismatiche ed elettroutensile ad alta frequenza gestito da inverter”, tipica fresa Cinese.
Attenzione, ciò non significa che non vi siano giochi o punti deboli.
Vedo spesso modelli di frese cnc Cinesi con guide prismatiche però montate su una struttura in lamiera (poca rigidità), oppure boccole a ricircolo di sfere montate a sbalzo (orrore meccanico), anche staffe di supporto elettroutensile di spessore troppo esiguo (quindi flette).
Sull’elettromandrino poi ci sarebbe da scrivere molto, mi riverisco al tipico modello Cinese con raffreddamento ad acqua, spesso questi modelli non hanno i cuscinetti per carichi assiali, quindi non sopportano molto operazioni tipo foratura.
Morale: toccate, tirate, muovete e verificate la vostra macchina per capire la sua consistenza (ovviamente da spenta !!!_), sapere se ha o non ha giochi vi permetterà poi di valutare meglio le cause di una lavorazione non corretta.
E ora le frese.
Di frese ce ne sono di migliaia di tipi, capire come sceglierle in funzione del materiale da lavorare, richiede molta esperienza, una miriade di fattori possono cambiare anche in maniera radicale, il taglio finale, non entrerò nel dettaglio di come lavora una fresa durante il taglio, però alcune informazioni base sono necessarie.

Caratteristiche principali

Vediamo ora le caratteristiche principali della fresa, e in particolare gli angoli che si formano tra questa e il pezzo da lavorare, nello specifico tali angoli sono anche chiamati “spoglie”:
Tagliente: è lo spigolo che esegue il taglio del materiale
Petto: E’ la superfice anteriore al tagliente dell’utensile (a).
Spoglia frontale (γ): è l’angolo che si forma nella parte anteriore del tagliente, dove si stacca il truciolo. L’angolo è definito dall’asse verticale e dal petto frontale dell’utensile. Si dice che un utensile è POSITIVO quando quest’angolo crea una “rampa” per il truciolo. Se al contrario il petto tende ad essere inclinato verso la parte anteriore dell’utensile, e supera la linea verticale, allora si parla di utensili NEGATIVI, è un angolo molto importante che riprenderemo dopo, nell’immagine l’angolo di spoglia è POSITIVO.
Spoglia inferiore (α): è l’angolo compreso tra l’asse orizzontale e il dorso dell’utensile (b). è la parte posteriore dell’utensile che lascia dietro di se la zona asportata, deve essere sempre positivo, altrimenti si dice che “l’utensile tallona il materiale”
Angolo di taglio (β): è la porzione dell’utensile compresa tra la spoglia inferiore e quella frontale. è un angolo importante, a volte se tale angolo è troppo piccolo, si dice che “l’utensile è troppo ingordo”, ossia si pianta nel materiale.
Trucciolo: (d) è il materiale asportato.
Direzione di taglio dell’utensile: (c) nel caso delle nostre frese è un moto rotatorio normalmente destroso.
Direzione di avanzamento assiale: (e) è lo spostamento che determina la profondità di passata.
Utensile positivo (a) e negativo (b)

Utensili positivi
Gli utensili Positivi si utilizzano quando abbiamo bisogno di una grande capacità di taglio e dell’ assenza di bave sui bordi. Più l’utensile è positivo più queste caratteristiche aumentano, a discapito della durata dell’utensile e della sua stabilità. Trova impiego in materiali non ferrosi e teneri come legno, plastica, ottone e alluminio. Più il materiale è tenero, più necessiteremo di utensili positivi, uno degli effetti degli utensili positivi è la riduzione della temperatura nella zona di taglio. Utilizzare utensili negativi sulla plastica, per esempio, genera molto calore e la plastica tende a fondere, vanificando così la buona riuscita della lavorazione.
Utensili negativi
Gli utensili negativi si differenziano per la loro grande resistenza e un alcuni casi per le loro finiture (in base al materiale da lavorare). Generano molto calore che può presentare un grosso problema. Ma la loro robustezza li rende molto utili per i materiali ferrosi e per gli acciai in genere. Altro piccolo inconveniente è dovuto allo sforzo di taglio che necessita di robustezza e potenza di taglio.
Nelle nostre frese difficilmente andremmo ad usare “volutamente” un utensile a spoglia negativa.
Per ritornare “terra a terra” sulla scelta dell’utensile e per andare su esempi semplici, banali ma comprensibili, proviamo a vedere quale tipo di coltello dobbiamo usare per tre tipi di alimenti:
Salame: coltello molto affilato, angolo di taglio (β) molto piccolo, grande abilità nell’operatore nel tenere un angolo di spoglia frontale positivo.


Pane: coltello molto simile a quello del salame, non necessariamente affilato ma sicuramente con tagliente seghettato.
Formaggio grana: coltello poco affilato, angolo di taglio molto grande.

Voi capite che come per gli alimenti, anche con le nostre frese e per ogni tipo di materiale, dobbiamo usare utensili fresa adatti, se proviamo a tagliare il salame con il coltello del grana, sarà difficile riuscire a farci un bel panino.
Materiali principali
Ritornando seri cerchiamo di capire in che materiale possono essere realizzare le frese.
A grandi linee possono essere fatte in HSS o in Widia.
HSS (high speed steel) o acciaio super rapido, è un materiale molto usato nella fabbricazione di utensili per la lavorazione dei metalli (frese e utensili per il tornio, punte da trapano, dischi per il taglio di pezzi in metallo, ecc.). Le proprietà di taglio degli utensili in HSS sono ottime, da notare che l’acciaio HSS non è un tipo univoco di acciaio, ma una categoria di acciai, ossia vi sono decine di acciai che possono essere chiamati genericamente HSS.
Widia o anche metallo duro o Carboloy, è un materiale composto da particelle dure di carburo di tungsteno inglobate in una matrice metallica (spesso cobalto).
Viene prodotto attraverso il processo della sinterizzazione, cioè polveri fini delle componenti vengono mescolate, pressate e poi riscaldate mantenendo una pressione alta in modo che i granuli delle polveri si uniscano a formare un pezzo unico. Questo significa che i metalli duri non sono metalli veri e propri, ma carburi (80-95%) legati da un metallo.
I metalli duri vengono utilizzati per realizzare utensili per processi industriali ad asportazione di truciolo (tornitura, fresatura, foratura maschiatura). Utensili in metallo duro sono più duri di quelli in acciaio super rapido (HV 1500 rispetto a HV 1000) e resistono a temperature di taglio più elevate (1000 °C rispetto a 600 °C) permettendo quindi velocità di lavorazione superiori. Uno svantaggio del metallo duro è la tenacità minore rispetto all'acciaio rapido (sono più fragili).
Detta così si potrebbero trarre due conclusioni:
La prima è che se le mie lavorazioni sono inerenti principalmente a materiali teneri quali legno o plastica, posso usare frese in HSS (più economiche), la seconda è che se lavoro maggiormente alluminio, ottone o anche carbonio, uso frese in Widia.
In realtà però materiali quali alluminio o anche ottone, si lavorano meglio con frese in HSS, il legno poi, specie se MDF o multistrato, è meglio se lavorato con frese in Widia perché durano di più, il legno sembra un materiale facile, ma usura precocemente il tagliente della fresa, infatti aziende che lavorano il legno quasi sempre usano addirittura utensili diamantati (inserti in diamante sintetico industriale).
Come riconoscere se una fresa è in HSS o in Widia: vi spiego due semplici metodi, il primo è in base al peso, una fresa in Widia pesa sempre di più rispetto ad una in HSS, questo è dovuto al maggior peso specifico del materiale, il secondo metodo, probabilmente il più pratico, è quello di usare una semplice calamita, le frese in HSS sono molto attratta dalla calamita perché di base sono in acciaio, mentre quelle in Widia sono molto poco attratte dalla calamita, proprio perché realizzare in carburi e pochissimo ferro.

Rivestimento degli utensili: forse avete notato che alcune frese hanno un colore oro altre sono di un grigio scuro.
Questi sono dei rivestimenti superficiali che rendono molto più dura la superficie dell’utensile e ne aumenta molto la resistenza all’usura.
Questi rivestimenti sono di tanti tipi, sono a base di nitruro di titanio, carbo-nitruro di titanio o anche nitruro di cromo e via dicendo, sono fatti sia su frese HSS che in Widia.
Bene, siamo arrivati ad un buon punto ma mancano ancora le conclusioni e le cose più importanti che ognuno di noi vuole sapere.
Quali frese uso per le mia lavorazioni, dove le trovo, quanto costano e come le uso, scommetto che questa parte la avreste voluta leggere subito.
Scelta dell'utensile
"Quali frese uso per le mia lavorazioni?" quando uno mi fa questa domanda, normalmente dò questo piccolo schema
Frese in Widia tipo “diamantato”

Utili per: Balsa, carbonio, depron, legno molto tenero, scontornatura delle basette in vetronite
Velocità Kress circa sul 5, velocità di taglio circa 400 mm/min, velocità di affondamento circa 300 mm/min
Fresa “diamantata” chiamata così per via della sua forma, diametro consigliato 3,17 – 2,4 – 1,8 mm
Fresa elicoidale a due taglienti in metallo duro (Widia)

Utili per: legno duro, compensati plastica, anche alluminio.
Velocità Kress circa sul 5, velocità di taglio circa 400 mm/min, velocità di affondamento circa 300 mm/min
Diametri da 3,17 a 6 o 8 mm
Fresa elicoidale ad un tagliente in metallo duro (Widia)

Alluminio, legno duro, compensati plastica.
Velocità Kress circa sul 4, velocità di taglio circa 400 mm/min, velocità di affondamento circa 300 mm/min.
Per alluminio spessore 1 mm velocità di taglio circa 120 mm/min, velocità di affondamento circa 80 mm/min, lubrificare leggermente il taglio con “Svitol” spray o olio siliconico
diametro consigliato 3,17 – 3 mm
Fresa bulino

Realizzazione piste per PCB, lavorazione di incisione testi su legno, plastica, alluminio
Velocità Kress circa sul 4, velocità di taglio circa 200 mm/min, velocità di affondamento circa 100 mm/min.
Fresa chiamata “bulino” a un tagliente in metallo duro (Widia), diametro consigliato di 3,17 , angolo 60° e punta da 0,2 mm
Kit frese

Ci sono poi questo kit di frese reperibile in molti centri commerciali, sono della Valex, hanno un costo contenuto, io le uso per spianare, tagliare o profilare, va rimosso il cuscinetto in punta se usate con macchine a CNC.
Si usano su legno, MDF o multistrato.
Informazioni utili
Dove trovo le frese: io normalmente le prendo su negozi online Cinesi, costano poco, poca qualità e costanza ma soddisfano le mie esigenze, se mi serve qualcosa di più performante, mi rivolgo a negozi specializzati di forniture meccaniche, qui i costi si moltiplicano per 10, ma la qualità è decisamente superiore.
Questi negozi sono difficili da trovare, vendono direttamente alle aziende meccaniche tramite i rappresentanti, spesso non vendono a privati o perlomeno a chi non ha partita IVA.
Io sono fortunato perché lavoro nel mondo della meccanica, però non rivolgetevi a me per acquisti !!!
L’ideale è avere l’amico o l’amico dell’amico rappresentante di queste ditte, che in qualche maniera ti può consigliare e fornire la fresa adatta alle tue esigenze.
Ci sono negozi online anche Italiani che vendono frese “professionali” per uso hobbistico, spesso però rivendono prodotti Cinesi a prezzi rincarati.
Su Ebay a volte si trovano buone occasioni, anche su Subito.it capita di vedere utensili anche nuovi a prezzi convenienti.
Quanto costano le frese: ormai la risposta l’avete letta tra le righe sopra, se prendete le frese dalla Cina, i prezzi vanno a circa 1,5 euro per frese in Widia a due taglienti diametro 3,17 mm, per diametri maggiori si può arrivare a 5-10 euro, considerando le spese di spedizione incluse, direi che sono ottimi prezzi, però andate a leggere la mia nota sulle Frese Cinesi.
Come si usano le frese: intendendo a quale velocità di rotazione, velocità di avanzamento e profondità di taglio.
Su questo argomento vi sono trattati interi su come impostare i valori, sono solitamente realizzati dai costruttori di tali utensili, specifici per un determinato tipo, con dimensioni, materiale con cui è fatto, tipo di rivestimento, materiale da lavorare, finitura richiesta e molto altro. Per esempio, se devo realizzare uno stampo per tranciatura in acciaio bonificato e devo fare delle lavorazioni di sgrossatura, dal catalogo del costruttore di frese mi viene indicato quale tipo di fresa usare e a quali parametri di taglio devo stare con la lavorazione.
Stiamo parlando di un utilizzo di macchine a controllo numerico professionale nelle quali si utilizzano utensili speciali dal costo non indifferente e per fare lavorazioni tipicamente meccaniche di precisione.
Nel nostro caso difficile andare a lavorare acciaio con i nostri pantografi, proibitivo usare frese professionali (costano dai 50 euro in su), per montarle poi su elettromandrini ad alta velocità dove non è possibile impostare e mantenere una velocità di rotazione fissa.
Difficile che un venditore di frese Cinese vi dica che sul faggio si debba usare una determinata fresa a tot giri, ma che per la betulla meglio un altro tipo di fresa, che sulla plastica (ma quale tipo di plastica !!) è meglio andare su una fresa a due taglienti con passate da 2 mm.
Anche per la lavorazione del legno ci sarebbero frese specifiche professionali adatte, ma capite bene che i costi sono molto elevati e comunque sono utensili da usare su pantografi “veri”.
Se andate nei vari forum cercando info, troverete opinioni molto diverse su cosa e come usare, magari trovate chi vi da il consiglio giusto perché magari di professione fa lavorazioni di questo tipo, come potete trovare il consiglio di chi “ritiene” di lavorare bene con un determinato modello di fresa.
La morale è che solo voi potete capire se un utensile fresa lavora bene o no, se avete sbagliato qualcosa o se andate troppo piano o veloce con il taglio, solo con la vostra esperienza, perseveranza e ragionamento riuscirete a capire come lavorare.
Frese di provenienza Cina: Grande punto di forza è che costano poco e sembrano essere fatte in maniera professionale.
A volte ci si chiede dove sta la differenza tra queste e quelle professionali vendute ad un prezzo 10-15 volte superiore.
La differenza c’è, e spesso si vede.
Cominciamo con il materiale con cui sono fatte, principalmente sono dichiarate fatte in Widia, ma di Widia ci sono centinaia di tipi in funzione della qualità e caratteristiche, inutile dire che non credo che la qualità del materiale con cui sono fatte sia la migliore, a volte vedo che si scheggiano prematuramente e si consumano facilmente anche a solo tagliare il legno.
Angoli di taglio o spoglie, vi ricordate quanto scritto sopra? Sono angoli MOLTO importanti e determinano il buon taglio dell’utensile.
In funzione del materiale da tagliare, questi angoli variano, ma nelle frese Cinesi questi angoli non sono indicati o comunque non sono rispettati al momento della realizzazione delle frese.
Alcuni angoli di spoglia non sono presenti, vedi foto a lato (l'utensile tallona lateralmente).
Mi sono preso la briga di fotografare con il microscopio alcune mie frese Cinesi e ho notato che l’angolo di spoglia frontale era negativo, infatti lavorando del materiale plastico, il taglio era molto brutto e preferiva fondersi piuttosto che tagliarsi.
I Cinesi, quando realizzano tali fresette, partono con le mole di affilatura corrette che realizzano i giusti angoli di spoglia, ma poi realizzano migliaia di fresette senza più riaffilare le mole e quindi gran parte delle fresette non tagliano bene.
Riaffilare le mole, il controllo dimensionale e il controllo qualità hanno un costo……
A volte troviamo frese Cinesi rivestite in Titanio per una maggiore durata, ma ho dei dubbi sulla qualità di tali rivestimenti.
Io uso le frese di provenienza Cina, nell’80% delle mie lavorazioni vanno anche bene, ma se a volte ho problemi, capisco che potrebbero non essere dovuti al tipo di fresa, ma dalla sua qualità.

